
Zrobotyzowana metrologia eliminuje wąskie gardła kontroli
Mitutoyo pomaga firmie Méca-Précis zautomatyzować kontrolę wymiarową, aby sprostać rosnącym wymaganiom produkcji lotniczej.
www.mitutoyo.eu

Niektóre zawody przekazywane są z ojca na syna — wraz z pasją do doskonałości. Gdy Bruno Mériaudeau mówi o zaawansowaniu komponentów produkowanych w swoim zakładzie, błysk w jego oczach i entuzjazm w głosie, podszyty dumą, mówią same za siebie. Ten serdeczny i pogodny lider bez wątpienia odziedziczył głębokie zamiłowanie do inżynierii precyzyjnej. Méca-Précis została założona w 1975 roku przez jego ojca, kierowanego silnym duchem przedsiębiorczości i chęcią wykorzystania swojego doświadczenia w produkcji wysoko wyspecjalizowanych komponentów technicznych. Kompetencje te rozwijał podczas pracy dla wojska, gdzie projektował i wytwarzał jednostkowe części przeznaczone do wysoce specjalistycznych zastosowań. Bruno Mériaudeau dołączył do firmy w 1982 r. jako ósmy pracownik rodzinnego przedsiębiorstwa. Dziś przygotowuje się do przekazania sterów swojemu synowi Nicolasowi, który objął zarządzanie Méca-Précis w 2023 roku. Obecnie firma zatrudnia 45 osób i dysponuje parkiem 25 obrabiarek, z czego 18 jest sterowanych numerycznie CNC. Przez niemal pół wieku działalności, firma z siedzibą w Châtillon-sur-Indre nieustannie rozwija zarówno swoje kompetencje techniczne, jak i możliwości produkcyjne.
Méca-Précis ma dziś wiele atutów. Firma specjalizuje się w produkcji części prototypowych, elementów jednostkowych, małych i średnich serii produkcyjnych oraz spawanych zespołów mechanicznych. Jako producent złożonych komponentów dla przemysłu lotniczego i satelitarnego, od 48 lat cieszy się również zaufaniem światowego lidera w produkcji maszyn do pakowania pudełek kartonowych, dla którego wytwarza części oraz kompletne podzespoły. Choć posiadanie wiedzy i zaplecza technologicznego do produkcji zaawansowanych komponentów jest kluczowe, równie istotne jest zapewnienie zgodności tych części z rygorystycznymi wymaganiami dotyczącymi wymiarów. W tym celu Méca-Précis korzysta ze współrzędnościowej maszyny pomiarowej znajdującej się na hali produkcyjnej, ale także z maszyny pomiarowej (CMM) umieszczonej w laboratorium, w środowisku o kontrolowanej temperaturze. Część klientów z sektora lotniczego i kosmicznego wymaga stuprocentowej kontroli wszystkich wymiarów każdej wyprodukowanej części — zarówno przed, jak i po obróbce powierzchni.
Kontrola jakości staje się wąskim gardłem w produkcji
„Kontrola wymiarowa pojedynczego trzpienia zajmuje zaledwie minutę — ale takich elementów do sprawdzenia może być nawet 300. Z drugiej strony kontrola jednego złożonego komponentu satelity może wymagać nawet 80 godzin pracy” — wyjaśnia Nicolas Mériaudeau.
Wraz ze wzrostem wolumenów produkcji oraz pracą wielu paletowych centrów obróbczych (CNC) działających przez całą noc, współrzędnościowa maszyna pomiarowa przestała nadążać za tempem produkcji. „Nasi dwaj kontrolerzy byli przeciążeni. Aby utrzymać wysoki poziom obsługi i jakości produkcji, a jednocześnie zapewnić klientom rozsądne terminy realizacji, musieliśmy znaleźć rozwiązanie eliminujące wąskie gardło w procesie kontroli jakości. Dlatego rozpoczęliśmy poszukiwania sposobu na automatyzację i robotyzację procesu kontroli jakości” — tłumaczy Bruno Mériaudeau.
Ponieważ producent dotychczas używanej przez Méca-Précis współrzędnościowej maszyny pomiarowej nie był w stanie zaproponować odpowiedniego rozwiązania, Nicolas Mériaudeau zwrócił się do Mitutoyo. Firma zaproponowała zaprojektowanie zrobotyzowanej celi pomiarowej integrującej współrzędnościową maszynę pomiarową MiSTAR 555, we współpracy z Engineering Data — firmą wyspecjalizowaną w zakresie systemów mocowania oraz automatyzacji centrów obróbczych.
Wdrożenie zrobotyzowanej celi pomiarowej
Niecały rok po pierwszym spotkaniu zespołów Mitutoyo, Engineering Data oraz Méca-Précis, przy ścisłym zaangażowaniu obu kontrolerów jakości na każdym etapie projektu, zrobotyzowana cela pomiarowa została zainstalowana w zakładzie produkcyjnym. Kolejne sześć miesięcy poświęcono na opracowanie programów kontroli części, rozruch, konfigurację oraz precyzyjne dostrojenie systemu, aż do uzyskania przez niego pełnej gotowości operacyjnej.
„Skutecznie wyeliminowaliśmy wąskie gardło w procesie kontroli jakości. Nowe rozwiązanie zapewnia nam znacznie większą elastyczność i pozwala wyraźnie zwiększyć wydajność inspekcji” – mówi z satysfakcją Bruno Mériaudeau. „Bez zrobotyzowanej celi pomiarowej nie bylibyśmy w stanie sprostać rosnącym wolumenom produkcji seryjnej części, które stawiają bardzo wysokie wymagania w zakresie kontroli jakości. Dziś dysponujemy rozwiązaniem, które w pełni odpowiada naszym potrzebom. Na każdym etapie projektu mogliśmy liczyć na wysoką jakość współpracy, szybkość reakcji, zaangażowanie oraz bliskość operacyjną zespołów Engineering Data i Mitutoyo” — dodaje Nicolas Mériaudeau.
W efekcie znacząco zmniejszyło się obciążenie, jakie wcześniej spoczywało na dwóch inspektorach Méca-Précis. Obecnie mogą oni korzystać z dwóch gotowych rozwiązań pomiarowych, które pozwalają realizować wszystkie niezbędne kontrole we własnym zakresie. Zrobotyzowana cela pomiarowa wyraźnie odciążyła ich codzienną pracę, przejmując automatyczne inspekcje zarówno w ciągu dnia, jak i w godzinach nocnych. Przed zakończeniem pracy operatorzy mogą załadować komponenty do systemu zrobotyzowanego, który następnie samodzielnie przeprowadza cały proces kontroli podczas ich nieobecności.
Architektura i działanie zrobotyzowanego systemu pomiarowego
Rozwiązanie powstało z połączenia kompetencji Engineering Data w zakresie automatyzacji załadunku obrabiarek oraz know-how Mitutoyo w obszarze kontroli wymiarowej. Zrobotyzowana cela pomiarowa została zabudowana w zamkniętej konstrukcji wykonanej ze szklanych paneli, które zapewniają bezpieczeństwo operatorów, jednocześnie umożliwiając pełny wgląd w pracę systemu.
W skład celi wchodzą: wieloosiowy robot przegubowy odpowiedzialny za operacje załadunkowe, współrzędnościowa maszyna pomiarowa Mitutoyo MiSTAR 555 przystosowana do pracy bezpośrednio na hali produkcyjnej oraz automatyczny magazyn mieszczący do 20 palet z detalami przeznaczonymi do kontroli. Zewnętrzna stacja załadunkowa umożliwia operatorowi interakcję z systemem bez konieczności zatrzymywania całego procesu.
Proces rozpoczyna się od etapu załadunku. Operator umieszcza paletę z detalem na dedykowanej stacji załadunkowej. Konstrukcja palet zapewnia precyzyjne pozycjonowanie komponentów wymagane w zrobotyzowanych operacjach przenoszenia i pomiaru. Za pośrednictwem interfejsu HMI operator wybiera typ części, a system sterowania celi automatycznie przypisuje do niej właściwy program kontrolny. Następnie robot pobiera paletę i przenosi ją do jednostki magazynowej. Operacja ta może być powtarzana aż do całkowitego zapełnienia magazynu.
Po załadowaniu palet operator inicjuje cykl inspekcji za pomocą panelu HMI, a cela przechodzi w autonomiczny tryb pracy. Robot sukcesywnie pobiera palety i umieszcza je na stole roboczym maszyny MISTAR, który jest wyposażony w elementy mocujące zapewniające właściwe pozycjonowanie i stabilność podczas pomiaru. Współrzędnościowa maszyna pomiarowa wykonuje program inspekcji powiązany z częścią, przeprowadzając szczegółową weryfikację geometrii elementu. Czas trwania tej fazy zależy od liczby kontrolowanych cech i złożoności komponentu, wahając się od kilku minut do nawet kilku godzin.
Po zakończeniu inspekcji robot odstawia paletę z powrotem do jednostki magazynowej, a cykl trwa nieprzerwanie aż do sprawdzenia wszystkich załadowanych detali. Wyniki pomiarów są automatycznie archiwizowane w systemie, co umożliwia ich późniejszą analizę i weryfikację przez inżynierów metrologów. Sprawność całego układu opiera się na ścisłej integracji systemu sterowania, jednostki zrobotyzowanej oraz współrzędnościowej maszyny pomiarowej MiSTAR 555 od Mitutoyo. Automatyzacja obiegu palet pozwoliła na całkowite oddzielenie fazy załadunku od samych procesów kontrolnych. Dzięki temu możliwe jest maksymalne wykorzystanie sprzętu pomiarowego przy jednoczesnym ograniczeniu czynności manualnych.
Fot. 1 Współrzędnościowa maszyna pomiarowa Mitutoyo MiSTAR 555, zaprojektowana do pracy bezpośrednio w środowisku produkcyjnym, stanowi serce zrobotyzowanej celi pomiarowej Méca-Précis. Jej precyzja pozostaje niezmienna w szerokim zakresie temperatur, a enkoder absolutny gwarantuje wysoką odporność na wymagające warunki środowiskowe hali produkcyjnej.

Fot.2 Za pośrednictwem interfejsu HMI Easyprod opracowanego przez Engineering Data, operator Méca-Précis wybiera typ detalu wprowadzanego do zrobotyzowanej celi pomiarowej. System sterowania natychmiast rozpoznaje komponent i automatycznie przypisuje mu właściwy program inspekcyji.
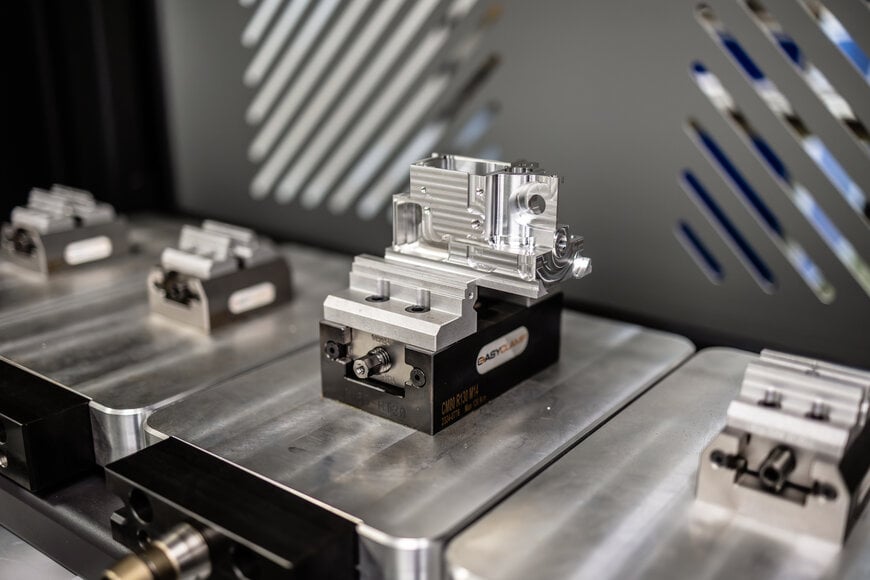
Fot. 3 Części przeznaczone do kontroli są montowane na paletach, których konstrukcja została zoptymalizowana pod kątem zrobotyzowanego załadunku.

Fot 4: Robot odpowiada za sprawne rozmieszczenie w magazynie części przeznaczonych do inspekcji. Następnie sukcesywnie pobiera zmagazynowane palety jedna po drugiej i umieszcza je na stole współrzędnościowej maszyny pomiarowej (CMM) Mitutoyo MiSTAR 555 wyposażonej w system mocowań gwarantujący precyzyjne pozycjonowanie i stabilność podczas całego procesu pomiarowego.
www.mitutoyo.eu
