
www.przemysl-polska.com
13
'22
Written on Modified on
Bezpieczne procesy automatyzacji zgodne z obowiązującymi normami
Magazyny paletowe z systemami pozwalającymi na automatyczne ponowne uruchomienie urządzeń przyczyniają się do zwiększenia wydajności systemów. Rozwiązanie to wymaga niezawodnie działającej ochrony dostępu. Nowe koncepcje bezpieczeństwa z pętlami indukcyjnymi, kurtyną świetlną i monitorowaną sekwencją sygnałów spełniają wymagania zrewidowanej normy EN 415-4, zapewniając tym samym maksymalne standardy bezpieczeństwa.
Ramy normatywne: zmieniona norma zharmonizowana EN 415-4
Producenci i operatorzy maszyn lub systemów muszą przestrzegać przepisów prawa. Obowiązujące dla producentów są m.in. Ustawa o bezpieczeństwie sprzętu i produktów, a dla użytkowników systemów rozporządzenia o bezpieczeństwie i higienie pracy w przemyśle. Kolejną ważną rolę odgrywają normy. Opisują one wymagania i stanowią wsparcie w zapewnieniu bezpieczeństwa przy maszynach i systemach. Nie są one jednakże prawnie wiążące w Europie. Dla producentów i operatorów maszyn lub systemów szczególnie istotne są normy typu C. Są to normy bezpieczeństwa specyficzne dla maszyn. Należy do nich norma EN 415-4 "Bezpieczeństwo maszyn pakujących - Część 4: Paletyzatory i depaletyzatory oraz urządzenia towarzyszące". Treść normy z 1997 roku została znacznie zmieniona. W mającej wejść w życie wersji normy producentom i firmom eksploatującym urządzenia stawiane są nowe wymagania. Dotyczą one miedzy innymi zabezpieczenia dostępu do magazynów paletowych z systemami pozwalającymi na automatyczne ponowne uruchomienie urządzeń.
Koncepcje tradycyjne z zewnętrznymi pętlami indukcyjnymi
Do tej pory wiele stacji przeładunkowych z funkcją automatycznego ponownego uruchomienia było zabezpieczonych w następujący sposób: bezkontaktowe urządzenia ochronne (ESPE) zabezpieczały punkt dostępu – jeśli ESPE zostało wzbudzone, maszyna i przenośnik zostają zatrzymane. Aby uniknąć konieczności ponownego uruchomienia zatrzymanej maszyny po wykonaniu załadunku przez pojazd przeładunkowy , np. przez wózek widłowy, jako sygnały mutingu stosuje się dwie pętle indukcyjne. Są one umieszczone w posadzce przed urządzeniem ESPE. Gdy wózek widłowy przesuwa się nad pętlami indukcyjnymi, bezkontaktowe urządzenia ochronne zostają tymczasowo zmostkowane. To rozwiązanie nie odpowiada już obecnym standardom technologii bezpieczeństwa: koncepcja systemu często ograniczona jest do analizy jednokanałowej, a w rezultacie, w pewnych okolicznościach wydajność systemu bezpieczeństwa nie spełnia wymogów dla danego zastosowania. Nowy typ zabezpieczenia dostępu do magazynu palet ma na celu uniemożliwienie wejścia osób, ale jednocześnie umożliwia wprowadzenie palet za pomocą wózka widłowego.
Zgodność z normami dzięki monitorowaniu sekwencji
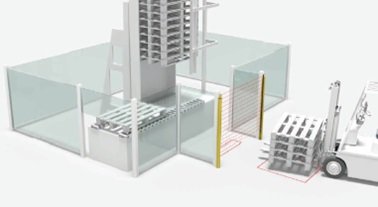
Producenci oraz firmy eksploatujące maszyny i urządzenia mogą teraz skorzystać z nowego rozwiązania, które zostało opisane w przyszłej wersji normy EN 415-4. Tym samym odpowiada ono najnowocześniejszym istniejącym obecnie rozwiązaniom. Również w tym systemie ochrony dostępu w magazynach palet stosowane są dwie pętle indukcyjne. Różnicą w stosunku do tradycyjnych koncepcji jest to, że pętle indukcyjne nie są umieszczone przed strefą niebezpieczną. Zamiast tego jedna z nich znajduje się poza strefą niebezpieczną, a druga za bezkontaktowym urządzeniem ochronnym, czyli w strefie niebezpiecznej. ESPE – optoelektroniczne urządzenie ochronne – również pozostaje w pierwotnym położeniu. Tak jak poprzednio, oddziela ono strefę ruchu i strefę niebezpieczną. Dodatkowo wprowadzono system bezpieczeństwa, który monitoruje zdefiniowaną sekwencję sygnałów i inicjuje ponowne uruchomienie urządzeń w trybie automatycznym.
Różnorodne możliwości zabezpieczenia obszarów działania systemów
Dla zastosowania tego rozwiązania muszą zostać spełnione następujące ramowe warunki techniczne: należy zabezpieczyć obszar sąsiadujący z magazynem palet. Należy również uniemożliwić niezauważone wejście do innych obszarów systemu osób przechodzących przez ESPE. Można to wyegzekwować mechanicznie, np. poprzez ograniczenie wysokości. Umożliwia to przejście pustej palety, ale zablokuje dostęp osób. Alternatywnie, można zainstalować kolejny zespół bezkontaktowego urządzenia ochronnego, który wykrywa wejście osoby do strefy niebezpiecznej. Kolejnym wymogiem jest zagospodarowanie odpowiedniej ilości przestrzeni na montaż zewnętrznej pętli indukcyjnej, ponad którą porusza się wózek widłowy. Jest ona nieco większa niż pętla wewnętrzna. Konieczne jest również przeszkolenie pracowników obsługi, ze względu na ponowne automatyczne uruchamianie urządzeń. Operator wózka widłowego odpowiada za uniemożliwienie dostępu do strefy niebezpiecznej osobom, które mogłyby przejść obok wózka. Jeśli w tym czasie w strefie wewnętrznej znajdują się jeszcze jakieś osoby, operatorowi nie wolno wyjechać ze strefy, ponieważ w przeciwnym razie uruchomiony zostanie system magazynu palet. Ryzyko to można również wyeliminować za pomocą instalacji zabezpieczenia ochronnego, uniemożliwiającego przejście obok urządzenia ochronnego.
Poprawa bezpieczeństwa krok po kroku
Ta koncepcja ograniczenia dostępu funkcjonuje w ramach określonego procesu. W tle działa system bezpieczeństwa, który precyzyjnie monitoruje jego przebieg. Dopiero po zakończeniu pewnej sekwencji system inicjuje automatyczne ponowne uruchomienie maszyny. Proces ten jest również opisany w zmienionej normie EN 415-4:
1. W trakcie pracy maszyny nadjeżdża wózek widłowy, a bezkontaktowe urządzenie ochronne jest aktywne.
2. Wózek widłowy przejeżdża nad zewnętrzną pętlą indukcyjną i w ten sposób zostaje wykryty przez system. Magazyn palet kontynuuje pracę.
3. Bezkontaktowe urządzenie ochronne ESPE zostaje wzbudzone przez wózek widłowy. Magazyn palet zostaje zatrzymany. Dotyczy to również sytuacji, gdy w pobliżu urządzenia ESPE znajdzie się człowiek.
4. Wózek widłowy kontynuuje ruch i znajduje się w zasięgu wszystkich czujników: zewnętrznej i wewnętrznej pętli indukcyjnej oraz w polu ochronnym wzbudzonego urządzenia ESPE.
5. Wózek widłowy składuje paletę (palety) i porusza się w przeciwnym kierunku. W ten sposób najpierw zwalnia wewnętrzną pętlę indukcyjną, a następnie bezkontaktowe urządzenie ochronne ESPE.
6. Wózek widłowy wyjeżdża poza zewnętrzną pętlę indukcyjną. Sekwencja zostaje zakończona i zainicjowany zostaje automatyczny restart magazynu palet.
Podsumowując, oznacza to, że system bezpieczeństwa automatycznie zainicjuje ponowne uruchomienie pracy magazynu jeśli wózek widłowy zostanie wykryty przez pętle indukcyjne, po czym prawidłowo wykona określoną sekwencję procesową.
Idealny dla poziomu bezpieczeństwa d
Dzięki tej koncepcji firmy eksploatujące maszyny i urządzenia mogą skorzystać z najbardziej zaawansowanego technologicznie, zgodnego z normami rozwiązania bezpieczeństwa. Pozwala ono na spełnienie wymagań normy EN 415-4 "Bezpieczeństwo maszyn pakujących - Część 4: Paletyzatory i depaletyzatory oraz urządzenia towarzyszące". System został zaprojektowany dla poziomu bezpieczeństwa d, drugiego najwyższego poziomu bezpieczeństwa. Dzięki automatyzacji ponownego uruchomienia maszyny, bez konieczności ręcznej interwencji operatora, system pakowania może być optymalnie wykorzystany. Oprócz zwiększonej niezawodności, jego zalety obejmują również optymalną ochronę przed manipulacją – monitorowany sekwencyjnie i czasowo proces przyczynia się do wzrostu stopnia ochrony przed ominięciem zabezpieczeń. Ponadto system można łatwo zintegrować z obwodem bezpieczeństwa sterowania głównego, a koszty serwisowania pozostają minimalne. Kolejną zaletą tego rozwiązania jest elastyczność zastosowań – rozwiązanie nadaje się zarówno do stosowania dla paletyzatorów, jak i do depaletyzatorów oraz oferuje swobodę transportu materiałów w lewo i w prawo. Dzięki skalowalności system bezpieczeństwa można dostosować do różnych zastosowań poprzez zastosowanie odpowiednich podzespołów.
System gotowy do użycia
Leuze oferuje opisane rozwiązanie bezpieczeństwa, zabezpieczające dostęp do magazynów paletowych z automatycznym ponownym uruchomieniem w formie kompletnego pakietu, które zostało przetestowane oraz zatwierdzone pod względem spełniania wymogów bezpieczeństwa, składające się z następujących komponentów:
• Zestaw pętli indukcyjnej z jednostką analizującą
• Optoelektroniczna kurtyna bezpieczeństwa MLC 500 z kolumnami montażowymi do ustawienia na posadzce
• Moduł sterowania bezpieczeństwa MSI 400, programowalny ze sterownikiem pętli indukcyjnej
• Autorskie oprogramowanie bezpieczeństwa Leuze
• 2-kanałowe wyjście bezpieczeństwa
• Skrzynka z potwierdzeniem jako elektroniczne urządzenie resetujące
Urządzenie resetujące znajduje zastosowanie, w przypadku kiedy sekwencja nie zostanie prawidłowo zakończona, lub jeśli osoba przerywa działanie bezkontaktowego urządzenia ochronnego. Przycisk służy do potwierdzenia w systemie, że proces może zostać prawidłowo uruchomiony ponownie, a pracownicy nie znajdują się już w strefie zagrożenia.
Jako gotowy do użycia system, rozwiązanie dostarczane przez firmę Leuze może być używane natychmiast po instalacji. Właściciele systemów mogą poczuć się bezpiecznie i już dziś spełniać wymogi przyszłej normy EN 415-4.
